

آشنایی با انواع پیشرفته تست التراسونیک
تست التراسونیک به دلیل قابلیت انعطافپذیری و مقرونبهصرفه بودن، یکی از محبوبترین روشهای غیرمخرب (NDT:nondestructive testing) هستند. استفاده از روشهای پیشرفته تست التراسونیک برای بازرسی و تشخیص خطاهای پنهان در قطعات و شناسایی و تشخیص مکانیزمهای خرابی هیدروژنی در صنایع نفت، گاز و پتروشیمی، بسیار رایج هستند. در سال 1401 در صنعت نفت و گاز و پتروشیمی ایران، تستهای التراسونیک و روشهای پیشرفته آن 50% از سهم بازرسیهای غیرمخرب را دارا بوده است و این میزان در سالهای آینده افزایش خواهد یافت.
مکانیزمهای خرابی هیدروژنی رایج در صنایع نفت، گاز و پتروشیمی عبارتند از:
- HIC (Hydrogen-induced Cracking)
- SOHIC (Stress-oriented Hydrogen-induced Cracking )
- HTHA (High Tempreture Hydrogen Attack)
این سه مکانیزم خرابی از آن جهت دارای اهمیت هستند که نفوذ هیدروژن باعث ایجاد ترک در تمامی عمق آلیاژ، در وسط ضخامت یک ورقه فولادی یا در نزدیکی جوشها میشود. این ترکها ممکن است که بههمپیوسته شده و شکل ظاهری شبیه پله پله (ترکدار شدن پلهای: Stepwise Cracking) پیدا کنند.
در مکانیزم خرابی هیدروژنی دما بالا (HTHA)، اتمهای هیدروژن به داخل فولاد نفوذ کرده و با کاربیدهای فلزی واکنش داده و به صوت گاز متان (CH4) درمیآید. اما این گاز نمیتواند از فولاد خارج شود و بر اثر فشار حاصل از تولید گاز متان، حبابهای ریز، میکروترک و ترک در ریزساختار فولاد به وجود میآید.
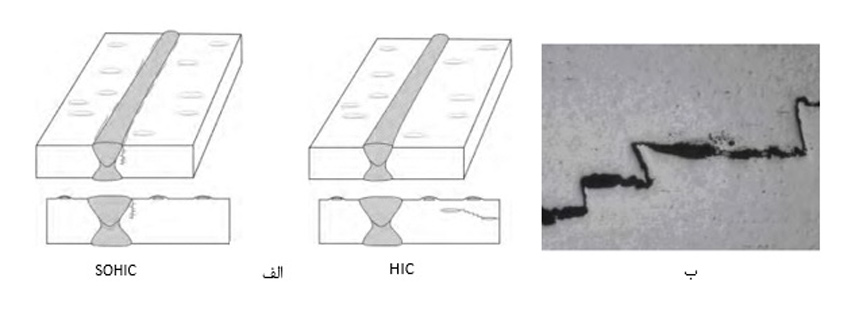
شکل 1: الف) شماتیکی از دو مکانیزم خرابی HIC/SOHIC و نحوه رشد ترک در آلیاژ ب) تصویر رشد ترک و پلهای شدن مربوط به مکانیزم خرابی HIC.
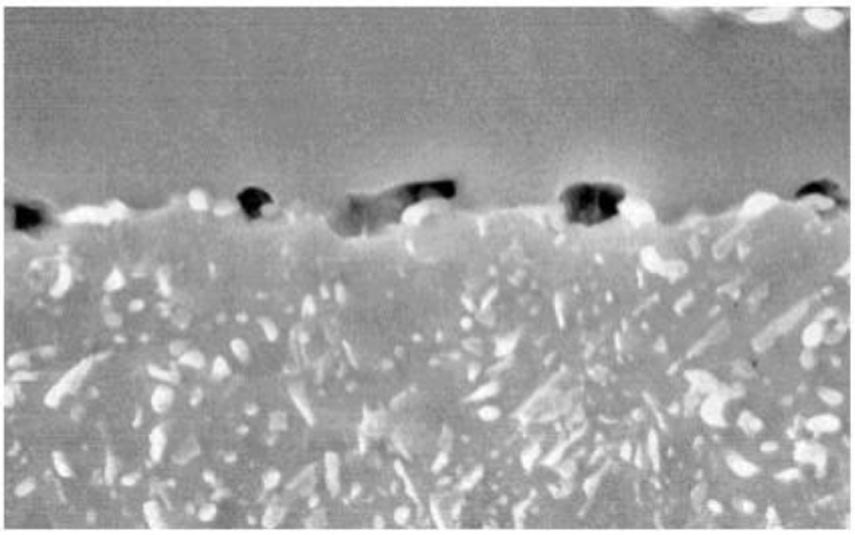
شکل 2: گاز متان تشکیل شده در مرزدانه در مکانیزم خرابی HTHA.
انواع تست التراسونیک در شناسایی و تشخیص HIC/SOHIC/HTHA
روشهای بازرسی غیرمخرب مختلفی برای تشخیص مکانیزمهای خرابی HIC/SOHIC/HTHA وجود دارد. سه روش از انواع تستهای التراسونیک، به دلیل قابلیت اطمینان بالا در تشخیص این مکانیزمهای خرابی که ناشی از قدرت تشخیص بالا و خطای کم آنها است، انتخاب شده است:
- روش آرایههای فازی (Phased Array)
- روش اندازهگیری زمان پرواز موج پراش (TOFD: Time of Flight Diffraction)
- روش پراکنش امواج التراسونیک بازگشتی (Advanced Ultrasonic Backscatter Technique)
اصول علمی و شرح تجهیزات تست التراسونیک
تجهیزات تست التراسونیک شامل صفحه نمایش، پالسر، ریسیور و ترنسدیوسر پیزوالکتریک است. ترنسدیوسر امواج فراصوتی را داخل قطعه ارسال نموده و امواج بازگشتی را دریافت مینماید. این دستگاه دارای دو کانال فرستنده و گیرنده امواج التراسونیک است (شکل 3).
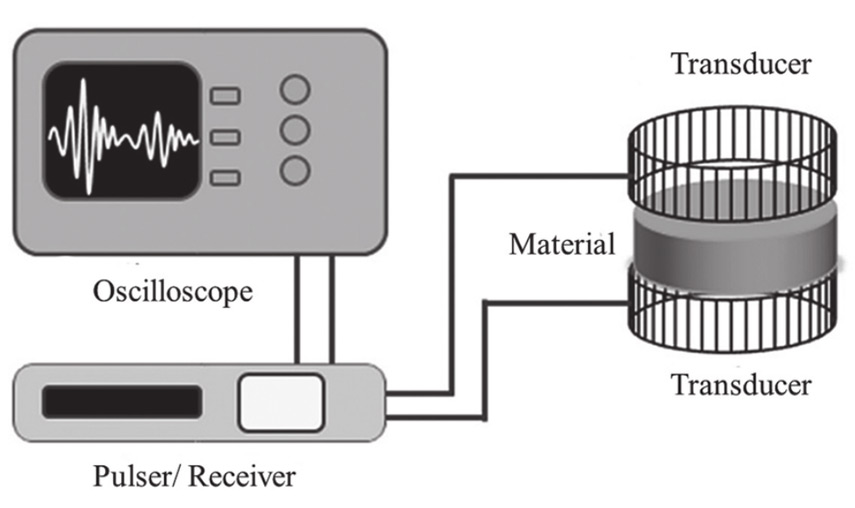
شکل 3: شماتیک ساده دستگاه تست التراسونیک.
توسعه تجهیزات تست التراسونیک امروزی مدیون کشف اثر پیزوالکتریک برخی مواد طبیعی مانند کوارتز (در سال 1880 توسط پیر کوری) و یا مواد مصنوعی مانند سرامیکهای پیزو الکتریک از جمله تیتانات زیرکونات سرب (PZT) (در دهه 1950 در مؤسسه فناوری توکیو) است.
با اعمال اختلاف پتانسیل الکتریکی به یک بلور پیزوالکتریک، بلور موردنظر منقبض یا منبسط میشود که در این صورت، انرژی الکتریکی به انرژی مکانیکی (Vibration) تبدیل میشود (شکل 4).
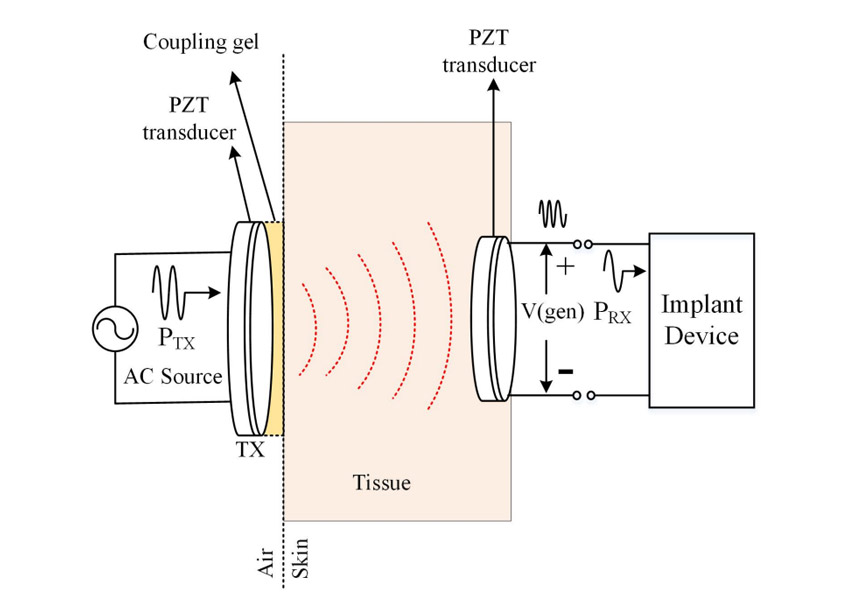
شکل 4: تبدیل انرژی الکتریکی به انرژی مکانیکی توسط پیزوالکتریک در تست التراسونیک.
تست التراسونیک به روش آرایههای فازی (Phased Array)
تست التراسونیک آرایههای فازی (Phased Array) در دهه 1960 و توسط دانشمندان علوم پزشکی برای تصویربرداری التراسونیک اجزای داخلی بدن توسعه یافت که در حال حاضر تحت عنوان سونوگرافی مرسوم شناخته میشود.
دستگاه التراسونیک آرایه فازی میتواند دارای 16 تا 128 کانال التراسونیک باشد (2 کانال در دستگاه التراسونیک معمولی). اجزای تست التراسونیک آرایه فازی شامل: صفحهنمایش، سخت افزار التراسونیک، سخت افزار کامپیوتر و پراب یا ترنسدیوسر مخصوص این روش است (شکل 5).
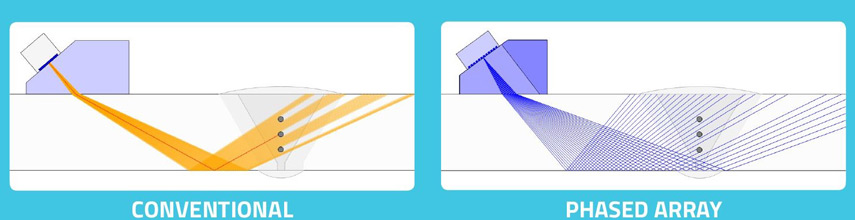
شکل 5: مقایسه نحوه انتشار موج در دستگاه التراسونیک معمولی و آرایههای فازی.
اکثر بازرسیهای معمول در تست التراسونیک از پروبهای تک کریستالی با پرتوهای واگرا استفاده میکنند. میدان التراسونیک در امتداد یک محور آکوستیک با یک زاویه انکسار منتشر میشود. واگرایی این پرتو التراسونیک است که امکان تشخیص و اندازهگیری ترکهای کوچک دارای جهتهای متفاوت را ایجاد میکند.
ویژگی اصلی تست التراسونیک آرایه فازی، تحریک تحت کنترل کامپیوتر (دامنه و تأخیر) کریستالهای منفرد در یک پروب چند عنصری است. تحریک کریستالهای پیزوکامپوزیت میتواند پرتو متمرکز التراسونیک با امکان تغییر پارامترهای پرتو مانند زاویه، فاصله کانونی و اندازه نقطه کانونی از طریق نرمافزار ایجاد کند.
پرتو جاروب کننده متمرکز است و میتواند ترکهای دارای جهتهای متفاوت را تشخیص دهد. این ترکها ممکن است به طور تصادفی دور از محور پرتو قرار گیرند. یک کاوشگر تک کریستالی، با حرکت و زاویه پرتو محدود، احتمال زیادی دارد که ترکهای دارای جهتهای متفاوت با ترکهایی که دور از محور پرتو قرار دارند را از دست بدهد (شکل 6).
برای ایجاد یک پرتو در فاز و با تداخل سازنده، کریستالهای مختلف پروب فعال در زمانهای کمی متفاوت پالس میشوند.
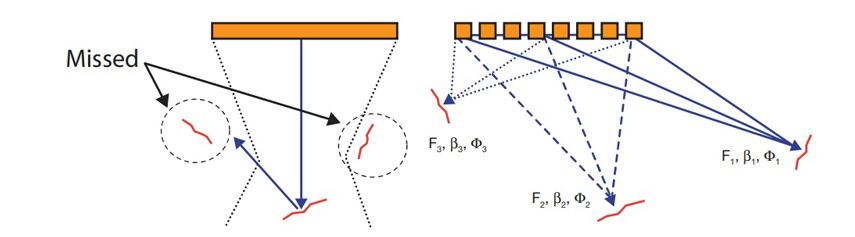
شکل 6: تشخیص ترکهای دارای جهتهای متفاوت توسط پروب های تک کریستالی (چپ) و چند کریستالی (راست). پرتو برای پروب تک کریستالی واگرا و تک جهته است، در حالی که برای پروب آرایه فازی متمرکز و چندگوشه است. بسیاری از ترکهای با جهتگیریهای متفاوت را میتوان توسط پروب آرایههای فازی تشخیص داد.
با استفاده از کنترل کامپیوتری هر یک از المانها برای ارسال امواج التراسونیک، میتوان جبهه موج مختلف ایجاد نمود. مانند جبهه موج نقطهای با زاویه صفر درجه جهت ایجاد تمرکز، امواج فراصوتی برای تست خوردگی در قطعات در تصویر اول شکل 7 و یا جبهه موج خطی تحت زاویه مشخص که در تصویر دوم برای تست جوش نشاندادهشده است.
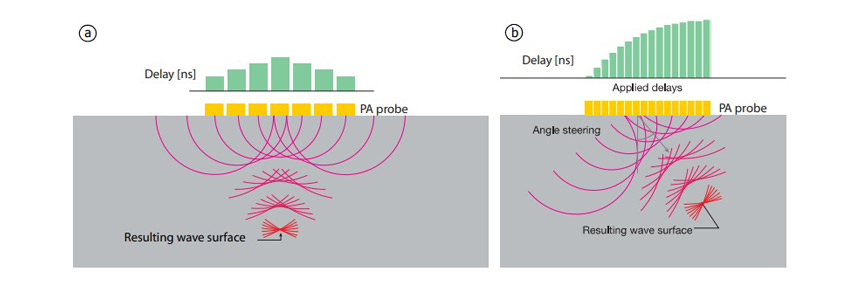
شکل 7: اصل تمرکز پرتو برای (الف) برخوردهای معمولی و (ب) زاویه دار.
مزیت استفاده از تست التراسونیک به روش آرایههای فازی
اگرچه الزامات خاص برای هر کاربرد صنعتی متفاوت است؛ اما صنایع کشورها – مانند هوافضا، دفاع، پتروشیمی و تولید – به بهبود در روشهای تستهای غیرمخرب نیاز مبرم دارند. الزاماتی که باعث میشود تا این صنایع از تست التراسونیک آرایه فازی استفاده کنند، شامل چندین ویژگی اصلی است:
- سرعت. فناوری آرایه فازی امکان اسکن الکترونیکی را فراهم میکند که بسیار بیشتر از اسکن زیگزاگ معمولی (رفت و برگشتی) تست التراسونیک معمولی است؛
- انعطافپذیری. یک پروب آرایه تکفازی میتواند طیف وسیعی از کاربردها را برخلاف پروبهای التراسونیک معمولی پوشش دهد.
- تنظیمات الکترونیکی. تنظیمات بهسادگی با بارگذاری فایل و انجام کالیبراسیون مرتبط انجام میشود. مجموعه پارامترهای مختلف بهراحتی توسط فایلهای از پیش آماده شده بارگذاری گردیده و آماده انجام کار خواهند بود؛
- ابعاد پروب کوچک. برای برخی از کاربردها، دسترسی یک مسئله اصلی است و یک پروب آرایه فازی کوچک میتواند معادل چند پراب مبدل تک کریستال به کار گرفته شود.
تست التراسونیک به روش اندازهگیری زمان پرواز موج پراش (TOFD: Time of Flight Diffraction)
روش اندازهگیری زمان پرواز موج پراش (TOFD) یک روش بازرسی غیرمخرب تست التراسونیک است که بهمنظور تشخیص و اندازهگیری اندازه و موقعیت عیوب در قطعات صنعتی مورد استفاده قرار میگیرد. این روش در سال 1971 توسط دکتر موریس سیلک، در کشور انگلستان ابداع شد. مبنای این روش ارسال امواج التراسونیک توسط پراب فرستنده و دریافت امواج پراش از نقاط نوکتیز عیوب داخلی فلزات توسط پراب گیرنده است.
در واقع پایه و اساس این روش از آزمایش معروف دو شکاف یانگ در دهه ابتدایی قرن 18 نشات گرفته است که ماهیت ذرهایی و یا موجی بودن نور را بررسی مینماید.
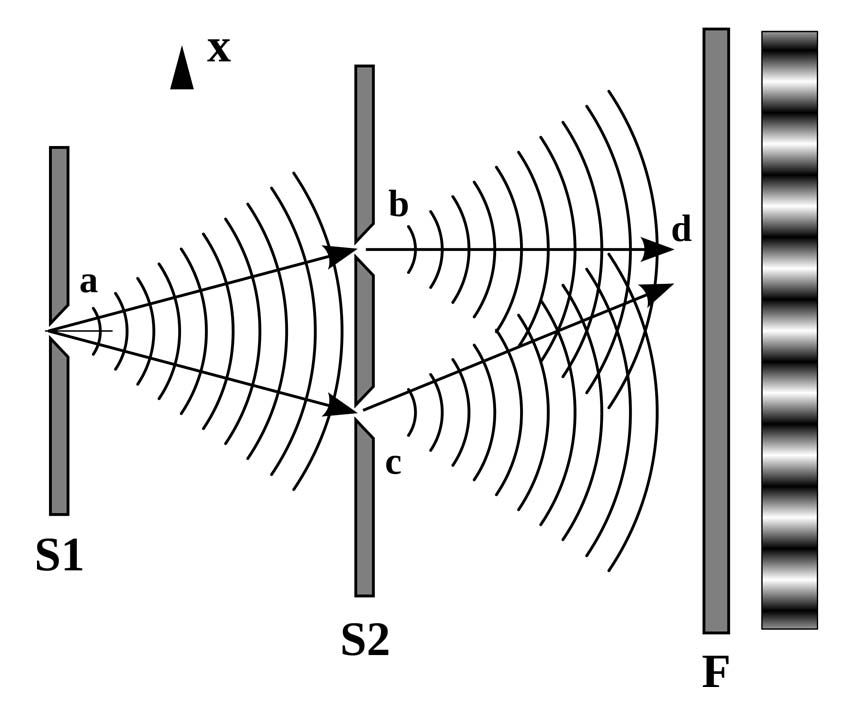
شکل 8: آزمایش معروف دو شکاف یانگ در دهه ابتدایی قرن 18 که اساس روش TOFD به شمار میرود.
اولین استانداردی که برای روش TOFD نوشته شد، استاندارد انگلیسی BS7706 بود که تئوری و روشهای بازرسی معمول را شامل میشد.
شکل 9 : نمایی از دستگاه TOFD.
در این روش از دو پروب طولی زاویهای که یکی فرستنده و دیگری گیرنده است، استفاده میشود. موج التراسونیک ارسالی از پروب زاویهای که کل ضخامت قطعه را پوشش میدهد توسط پروب گیرنده که از هر نظر مشابه پروب فرستنده است، دریافت میشود.
اولین سیگنال دریافتی که روی سطح قطعه حرکت کرده، Lateral wave و دومین سیگنال که از برخورد موج با سطح پشتی قطعه دریافت میشود Backwall echo نامیده میشود (شکل 10).
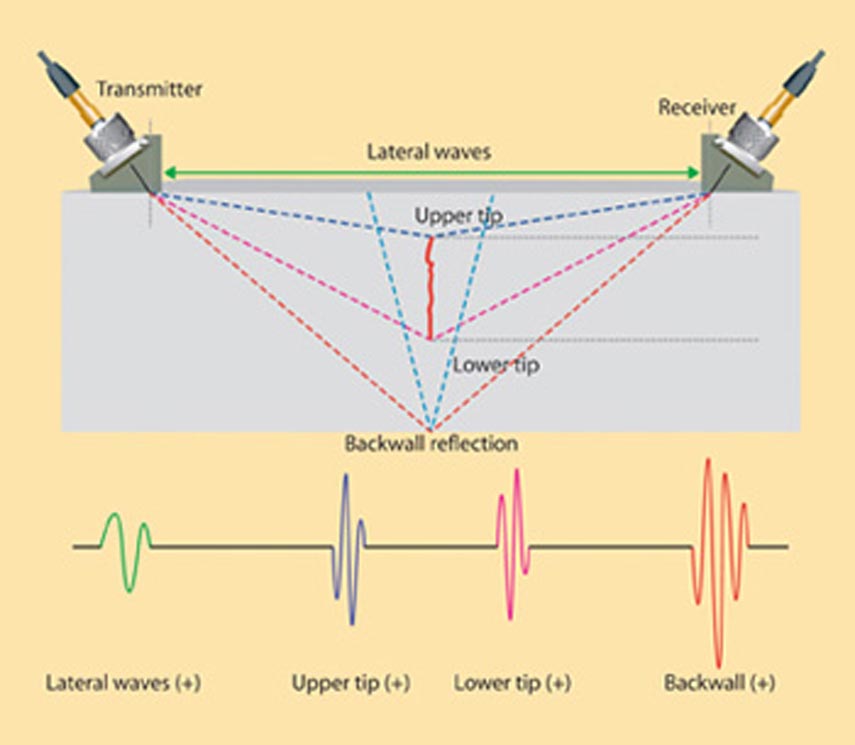
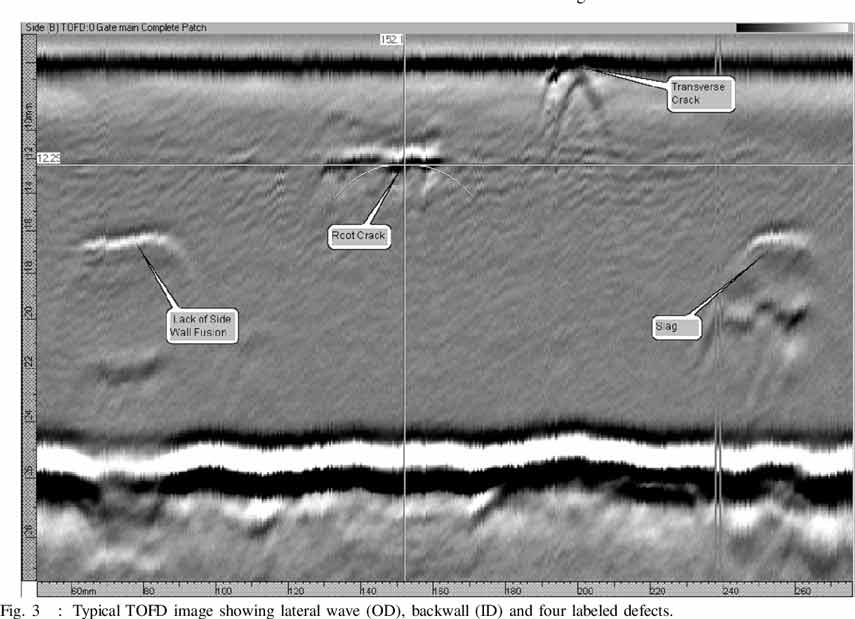
شکل 10: نمایی کلی از اساس TOFD.
از این دو سیگنال برای موقعیتیابی و مقایسه سیگنالهای ارسالی از عیب استفاده میشود. اساساً در این روش از سیگنالهای پراش شده از دو سر عیب که بین Lateral wave و Backwall echo قرار میگیرند و به ترتیب upper tip و lower tip نامیده میشوند، استفاده میشود (شکل 11).
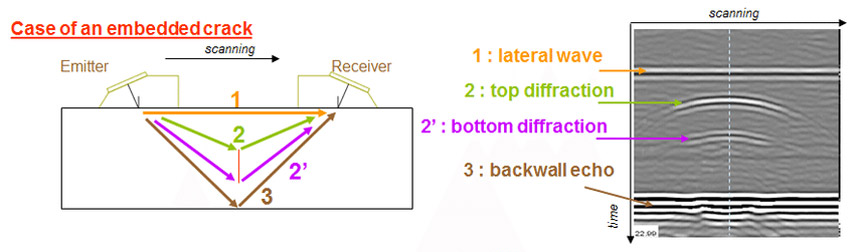
شکل 11: نمایش دو سر عیب.
از اکوهای بعد از Backwall echo هم که در اثر Mode conversion یا تبدیل امواج طولی به امواج عرضی به وجود میآید میتوان برای کمک به تفسیر استفاده نمود. عمق عیب با اندازهگیری زمان پرواز پراش بین Lateral wave و لبه بالایی عیب و ارتفاع آن با اندازهگیری زمان پرواز پراش بین لبه بالا و پایین عیب مشخص میشود. در صورت تنظیم اسکنر و انکودر برای حرکت در امتداد خط طولی جوش، نمایی عرضی از مقطع جوش به دست میآید که D-Scan نام دارد که قابلیت ذخیرهشدن بهصورت دیجیتال را داشته و میتوان در آینده به آن مراجعه کرد (شکل 12).
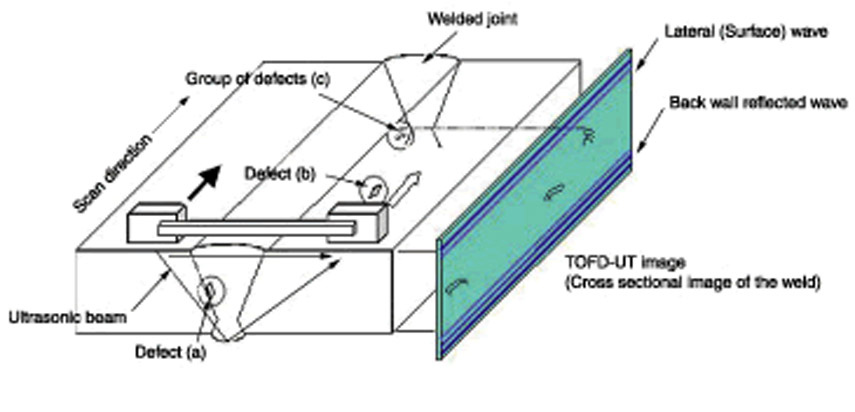
شکل 12: روش D-Scan.
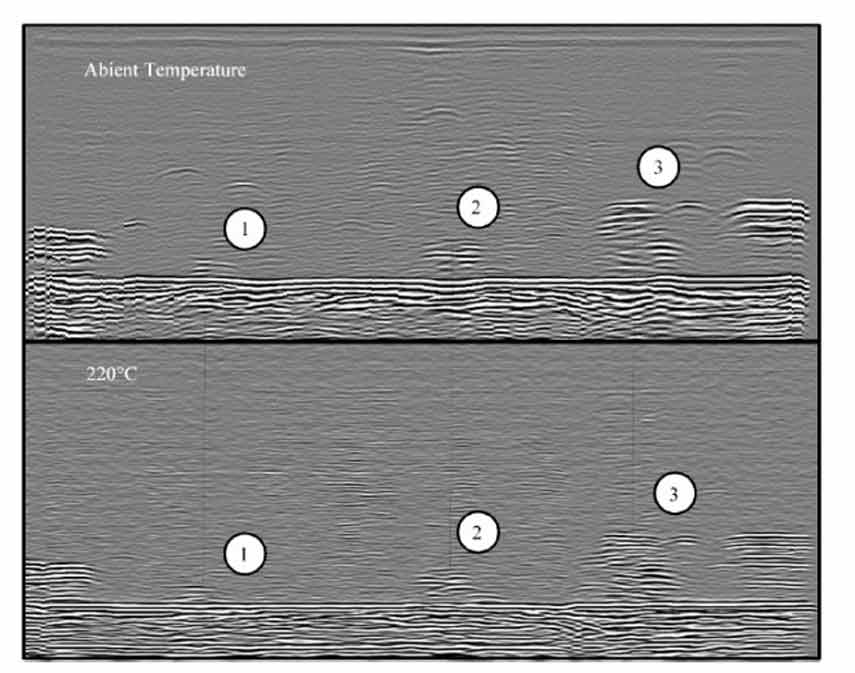
شکل 13: حضور حمله هیدروژنی در سه سطح متفاوت. اسکن بالا: بازرسی در دمای محیط. اسکن پایین: بازرسی در دمای 220 درجه سانتیگراد.
در شکل 13 حضور حمله هیدروژنی در سه سطح متفاوت کاملاً مشهود است. نقطه 1، ترکی تشکیل نشده است؛ اما حبابهای گاز متان در مرز دانهها تجمع یافتهاند. نقطه 2، ترک تشکیل شده لیکن در مراحل ابتدایی رشد است. نقطه 3، ترک در مراحل پیشرفته رشد است.
مزیتهای تست التراسونیک به روش TOFD
از مزایای این روش نسبت به سایر روشها میتوان اندازهگیری طول و ارتفاع و موقعیت عیب را با دقت بالا، سرعت بالا، قابلیت حملونقل آسانتر، قابلیت ثبت نتایج بهصورت دیجیتال، بازرسی در حال سرویس، بازرسی بهصورت اتوماتیک و نیمه اتوماتیک و غیره اشاره نمود.
هرچند این روش مانند بقیه روشها، محدودیتهای خاص خود را مانند قدرت تفکیک کم روی سطح بالای قطعه را داراست، بااینوجود مزیتهای آن نسبت به معایب آن بسیار بیشتر است که میتوان به آنها بهصورت زیر اشاره کرد:
- فقط دسترسی به یک سطح قطعه احتیاج است؛
- قابلیت انجام بازرسی حین سرویس و در دمای بالا؛
- مؤثر بر قطعات ضخیم (بالای 6 میلیمتر)؛
- قابلیت اندازه سنجی بسیار دقیق عیوب در مقایسه با سایر روشها؛
- دارابودن قابلیت تشخیص (POD) بالا و خطای احتمالی کم (FCR)؛
- حساسیت بالا به عیوبی همچون ترک و غیره؛
- قدرت تفکیک بالا (Resolution)، mm1+/-؛
- عدم حساسیت به جهتگیری عیوب؛
- ارائه اسکنی سریع از کل ضخامت قطعه شامل Backwall echo و پوشش؛
- ذخیره تمام اطلاعات بهصورت دیجیتال و قابلیت دسترسی سریع؛
- عدم امکان تفاسیر مختلف از یک اسکن؛
- پذیرفته شده توسط اکثر کدها و استانداردها.
تست التراسونیک به روش Advanced Ultrasonic Backscattering Technique (AUBT)
در این روش ابتدا یک اسکن اولیه توسط تست التراسونیک و پراب موج طولی با فرکانس 5 مگاهرتز از مناطقی که حساس به پدیده حمله هیدروژنی هستند گرفته و سپس این داده ها بررسی و تحلیل می شوند.
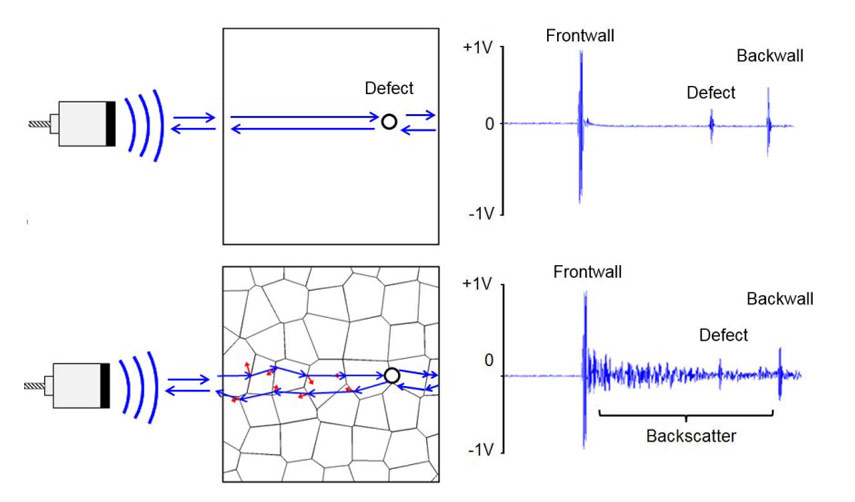
شکل 14: پدیده Backscattering.
الگوی امواج Scatter شده میتواند یکی از چهار حالت شکل زیر باشد:
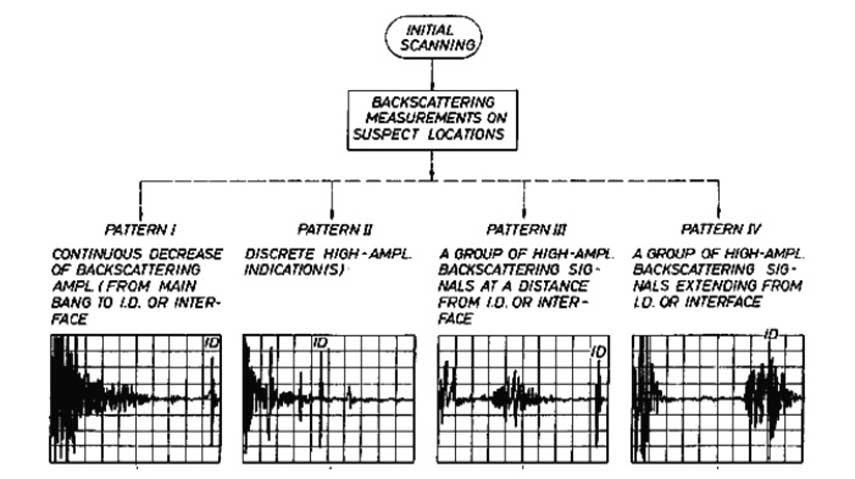
شکل 15: چهار الگوی امواج Backscatter.
- الگوی I میتواند نشانه حضور عیوب داخلی در طول ضخامت قطعه باشد.
- الگوی II میتواند نشانه حضور عیوب خطی و صفحه ایی که بهموازات سطح قطعه موردنظر میباشد.
- الگوی III میتواند نشانه حضور یک عیب داخلی ناشی از مراحل پیشرفته حمله هیدروژنی باشد.
- الگوی IV میتواند نشانه حضور عیب داخلی حاصل از مراحل اولیه و یا پیشرفته حمله هیدروژنی باشد.
دومین مرحله از روش AUBT بهکارگیری روشهای تکمیلی جهت شناسایی حمله هیدروژنی میباشد که باتوجهبه الگوهای مختلف Back Scattering، روشهای متفاوتی به شرح زیر اتخاذ میگردد:
- الگوي I: روش نسبت سرعت و آنالیز طیفی امواج؛
- الگوي II: روش نسبت سرعت و آنالیز طیفی امواج و فرکانس وابسته به امواج Scatterشده؛
- الگوي III: روش نسبت سرعت و آنالیز طیفی امواج و فرکانس وابسته به امواج Scatterشده؛
- الگوي IV: روش نسبت سرعت و آنالیز طیفی امواج.
با استفاده از این روشهای تکمیلی ذکرشده برای هر الگو، رفتار عیوب بررسی و تحلیل میشود. این روش بین اندازهگیری نسبت سرعت بین امواج و سایر عیوب داخلی تفاوت قائل میشود. هندسه مواد، وضعیت سطح دیواره پشتی یا سیستم اندازهگیری بر این روش تأثیر نمیگذارد.
شباهتها و تفاوتهای انواع تستهای التراسونیک
در هر سه روش Phased Array ،TOFD و AUBT از امواج فراصوتی در محدوده 1 مگاهرتز تا 15 مگاهرتز استفاده میشود. در روش آرایههای فازی از امواج عرضی فراصوتی استفاده میگردد که راستای انتشار امواج عمود بر راستای ارتعاش آنها است. در صورتی که در روشهای TOFD و AUBT از امواج طولی فراصوتی استفاده میگردد که راستای انتشار امواج بهموازات راستای ارتعاش آنها است.
به طور معمول از روشهای Phased Array و TOFD برای بازرسی عیوب مختلف بهخصوص HTHA در ناحیه جوش و منطقه متأثر از حرارت استفاده میشود؛ همچنین برای تشخیص HTHA در بدنه تجهیزات تحتفشار از روش AUBT نیز استفاده میگردد.
مطابق استانداردهای مرتبط با این نوع بازرسیها مانند استانداردهایAPI571 و API581، میبایست ترکیبی از تکنیکهای مختلف برای بازرسی و تشخیص تخریب حمله هیدروژنی به کار گرفت.
در روشهای التراسونیک معمولی، آرایه فازی و نیز روش AUBT از قاعده تابش و بازتابش امواج فراصوتی استفاده میگردد که زاویه تابش، زاویه بازتابش و خط عمود بر نقطه تابش از اهمیت خاص برخوردار است؛ بنابراین در این روشها برخی عیوب که دارای زوایای خاصی هستند قابلشناسایی نیستند. همچنین ترنسدیوسر فرستنده خود نیز گیرنده میباشد.
در روش TOFD از قاعده دیفراکسیون (پراش) امواج فراصوتی استفاده میگردد. این امواج پراش همواره بهصورت کروی پخش میگردند؛ بنابراین شناسایی عیوب وابسته به جهتگیری آنها نیست و عیوب مختلف با جهتگیری متفاوت قابلشناسایی هستند. در این روش از دو ترنسدیوسر متفاوت جهت ارسال امواج و دریافت آنها استفاده میشود.
همانطور که در قسمتهای مختلف این متن اشاره شد، یکی از مهمترین شباهتهای این سه روش در شناسایی و تشخیص مکانیزمهای تخریب HIC & HTHA است. با این تفاوت که در روشهای Phased Array و TOFD عیوب به طور مستقیم مشاهده میشوند؛ اما در روش AUBT شناسایی و تشخیص عیوب، ناشی از اثر این نوع عیوب بر سیگنالهای التراسونیک بازگشتی از آنها است.
تشخیص مکانیزمهای HIC و HTHA با روشهای Phased Array و TOFD بهصورت مستقیم بر روی دستگاه قابلمشاهده است. در این دو روش ترکهای HIC & HTHA میبایست به مرحلهایی از رشد خود رسیده باشند و از حالت میکرو به ماکروکرک تبدیل شده باشند تا قابلیت شناسایی آنها میسر گردد (مطابق استاندارد اندازه عیوب قابل تشخیص در این روشها بهاندازه نصف طول موج میباشد). اما در روش AUBT ابتدا میبایست دادهبرداری انجام گردد و سپس این دادهها بهصورت مستقل با تکنیکهای مختلف تحلیل گردند تا در نهایت تشخیص این نوع از مکانیزمهای تخریب میسر شود. با استفاده از این تکنیک تشخیص و شناسایی ترکهای HIC و HTHA در مراحل اولیه رشد خود یعنی در حالت میکروکرک، هنگامی که جوانه این ترکها در مرز دانهها تشکیل شده، میسر میشود.
نویسنده این مقاله: خانم لاله حسینیان
با استفاده از ماژول RBI در نرم افزار Effectus فاصله زمانی بازرسیهای خود را بهینه کنید. نرم افزار Effectus به سازمانها کمک میکند تا پس از شناسایی مکانیزمهای خرابی بتوانید محاسبات کمی مرتبط با زمان و سطح انجام بازرسیها را در ماژول RBI انجام دهید.


